





Çapak alma makinesi, metal bileşenlerdeki çapakları gidermek için kullanılan özel bir ekipman parçasıdır. Çapaklar, kesme, delme veya işleme gibi üretim süreçleri sırasında oluşan küçük, istenmeyen çıkıntılar veya pürüzlü kenarlardır. Bu çapaklar metal parçaların işlevselliğini, güvenliğini ve estetiğini etkileyebilir.
Çapak alma makineleri çapakları gidermek için aşındırıcı kayışlar, fırçalar, taşlama taşları veya yuvarlama ortamı gibi çeşitli yöntemler kullanır. Makine, metal bileşenin yüzeyine kontrollü basınç veya aşındırma uygulayarak çapakları etkili bir şekilde giderir ve pürüzlü kenarları düzeltir.
Güvenilir Çapak Alma Makinesi Üreticileri
GUANGFAN çapak alma makineleri size geniş bir performans yelpazesi sunar. ayrıca müşterinin ihtiyacına göre OEM ve özelleştirilmiş makineleri kabul ediyoruz. tabii ki tüm referans parlatma tekerlekleri, parlatma mumu, aşındırıcı tekerlekler ve aşındırıcı kayış ve benzeri makul fiyat ile çok iyi kalite ile tedarik ediyoruz.
-

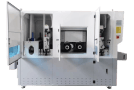
Lazer Çapak Alma Makinesi
Daha fazla bilgi edinin -

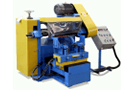
Parlatıcı Öğütücü Makinesi
Daha fazla bilgi edinin -

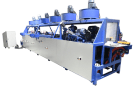
Sac Metal için Su Zımpara Makinesi
Daha fazla bilgi edinin -

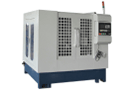
Metal için Geniş Bantlı Zımpara
Daha fazla bilgi edinin -

Alüminyum Çapak Alma Makinesi
Daha fazla bilgi edinin -

Sac Çapak Alma Makinesi
Daha fazla bilgi edinin -
1500mm Genişlik Paslanmaz Çelik Sac No.4 Son İşlem Makinesi
Daha fazla bilgi edinin -
Paslanmaz Çelik Sac saç çizgisi bitirme zımpara makinesi
Daha fazla bilgi edinin -
600mm Genişlik SS sac aşındırıcı bant zımpara makinesi
Daha fazla bilgi edinin -
1000mm Genişlik Islak Sac Fırçalama Taşlama Makinesi
Daha fazla bilgi edinin -
Yeni Tasarım Sac Islak Yağ Parlatıcı Taşlama Makinesi
Daha fazla bilgi edinin -

Yeni Tasarım Düz Levha No.4 Finisaj Aşındırıcı Bant Öğütücü
Daha fazla bilgi edinin
- 1
- 2
Çalışma Prensibi
Düz Sac Çapak Alma Makinesi, mekanik aşındırma veya kesme yoluyla düz metal saclardaki çapakların ve keskin kenarların giderilmesi prensibine göre çalışır. Metal levhanın yüzeyindeki düzensizlikleri düzeltmek için aşındırıcı aletler veya kesme bıçakları kullanır ve temiz, düzgün bir yüzey elde edilir. Makinenin tasarımı, çeşitli metal kalınlıkları ve profillerinde tutarlı çapak alma sonuçları sağlamak için tipik olarak hassas kontroller ve ayarlanabilir parametreler içerir.
Süreç
Hazırlık: Süreç, metal sacların çapak alma işlemi için hazırlanmasıyla başlar. Operatörler sacları makinenin besleme mekanizmasına yükler, doğru hizalamayı sağlar ve işleme için yerlerine sabitler.
Besleme: Metal saclar, çapak alma bölgesinden geçtikleri Düz Sac Çapak Alma Makinesine beslenir. Makinenin konfigürasyonuna bağlı olarak, saclar manuel veya otomatik olarak beslenebilir, sensörler ve kontroller sacların makine içindeki hızını ve hareketini düzenler.
Çapak alma: Metal saclar çapak alma bölgesinden geçerken, dönen şaftlar veya kayışlar üzerine monte edilmiş aşındırıcı aletler veya kesme bıçaklarıyla temas eder. Bu aletler metal saclardaki çapakları, keskin kenarları ve diğer yüzey düzensizliklerini gidererek pürüzsüz, tek tip bir yüzey oluşturur.
Temizlik: Çapak alma işleminden sonra, metal levhalar çapak alma işlemi sırasında oluşan kalıntıları veya artıkları gidermek için bir temizleme işlemine tabi tutulabilir. Bu işlem, sacların kirleticilerden arındırılmasını sağlamak için fırçaların, hava jetlerinin veya diğer temizleme mekanizmalarının kullanılmasını içerebilir.
Muayene: Çapak alma ve temizleme işlemleri tamamlandıktan sonra operatörler kalite standartlarını karşıladıklarından emin olmak için metal sacları inceleyebilir. Kalan çapaklar veya kusurlar manuel olarak veya gerektiğinde ek çapak alma işlemleriyle giderilebilir.
Boşaltma: Son olarak, çapakları alınmış metal levhalar makineden boşaltılır ve daha ileri işlemler veya paketleme için hazırlanır. Özel uygulamaya bağlı olarak, saclar müşterilere gönderilmeden veya sonraki üretim süreçlerinde kullanılmadan önce yüzey işleme, kaplama veya montaj gibi ek son işlemlerden geçebilir.

